
De qué se trata:
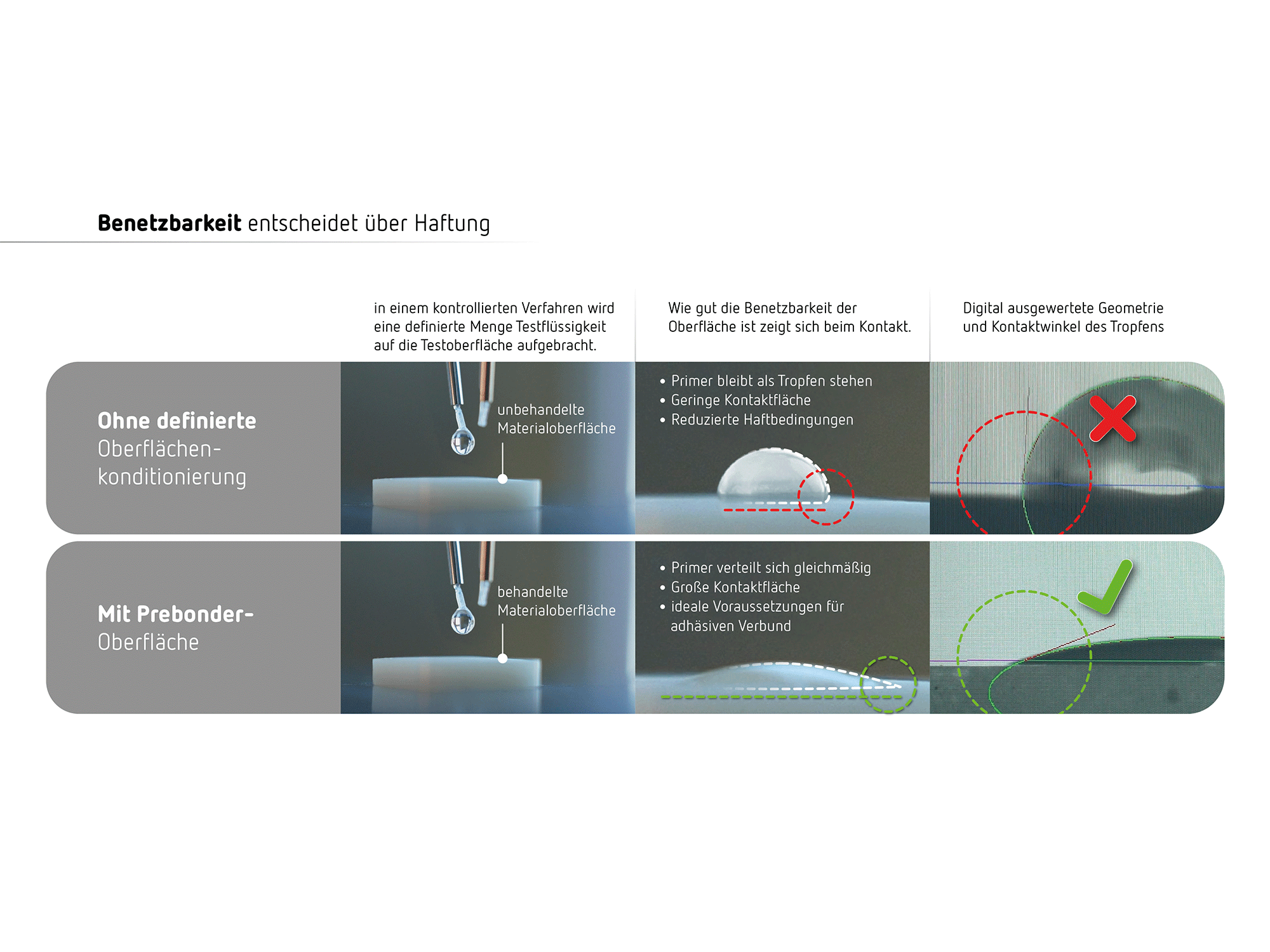
- Un arenado correcto de las superficies destinadas a la adhesión garantiza una humectabilidad óptima con primer y composite adhesivo.
- La calidad de la superficie acondicionada depende de la interacción de múltiples parámetros de arenado.
- Para el arenado de óxido de circonio, la evidencia científica define un rango óptimo: 0,6–1 bar, óxido de aluminio de 50 µm y una distancia de 10 mm.
- BASIC prebonder: el primer sistema validado para el arenado controlado previo a la cementación adhesiva.
El éxito de la cementación adhesiva de restauraciones depende de forma decisiva de la preparación de la superficie, especialmente del arenado. Sin embargo, en muchas clínicas, este paso sigue siendo uno de los menos controlados en todo el protocolo de cementación.
“Arenar la superficie interna de la corona” puede parecer un procedimiento estandarizado, pero en realidad es un proceso físico altamente sensible. Las diferencias entre dispositivos, las variaciones de presión, la distancia de trabajo y la geometría del chorro hacen que configuraciones aparentemente idénticas no produzcan necesariamente los mismos resultados.
- El problema no es el arenado en sí.
- El problema es la falta de control del proceso.
El arenado no es un procedimiento intuitivo. Incluso con el mismo ajuste de presión, equipos diferentes pueden dar lugar a aportes de energía desiguales sobre la superficie.
Con la BASIC prebonder, se ha desarrollado por primera vez una arenadora de precisión diseñada específicamente para el acondicionamiento clínico de superficies y validada científicamente.

Por qué el óxido de circonio requiere un pretratamiento específico
A diferencia de las cerámicas a base de silicato, el óxido de circonio no contiene fase vítrea y no puede ser grabado. La adhesión se basa en una retención micromecánica, combinada con monómeros funcionales (p. ej., MDP). Sin embargo, la rugosidad de la superficie es solo uno de los múltiples factores relevantes. La interacción de los siguientes parámetros es decisiva: energía superficial (mJ/m²) (humectabilidad), química superficial y rugosidad.
El requisito es un acondicionamiento superficial definido mediante arenado con óxido de aluminio.
Objetivos del acondicionamiento:
- Generar una estructura de retención reproducible
- Mejorar la humectabilidad (primer, materiales de cementación)
- Mantener las propiedades mecánicas, especialmente la resistencia a la flexión
El arenado con óxido de aluminio limpia la superficie y mejora la humectabilidad, optimizando las condiciones para la adhesión del primer y de los composites de cementación.
Ahí reside precisamente el reto. Lo decisivo es la interacción de varios parámetros.
- Presión
- Distancia entre tobera y superficie
- Geometría del chorro y distribución de partículas
- Medio abrasivo (tamaño del grano y pureza)
El arenado previo a la cementación no es un simple paso técnico, sino un proceso definido por la ciencia de los materiales.
Parámetros críticos para el arenado del óxido de circonio
Las investigaciones sobre materiales realizados en la Policlínica de Prótesis Dentales de la Universidad Ludwig Maximilian de Múnich describen un rango de parámetros claramente definido para el arenado del óxido de circonio:
- Presión: 0,6–1,0 bar
- Tamaño del grano: óxido de aluminio 50 µm (Al₂O₃)
- Distancia de trabajo: 10 mm entre la tobera y el objeto
En este rango se obtiene una rugosidad superficial que permite una adhesión fiable sin comprometer el material. Desafío clínico: estos parámetros han sido históricamente difíciles de controlar en la práctica diaria.
El factor subestimado: aporte energético y distancia
Durante el arenado, las partículas de óxido de aluminio impactan la superficie a alta velocidad. El aporte energético por unidad de superficie depende no solo de la presión, sino de manera decisiva de la distancia entre la tobera y el objeto.
Una distancia demasiado pequeña puede tener las siguientes consecuencias: rugosidad excesiva de la superficie, daños microestructurales y una posible reducción de la resistencia a la flexión. La presión por sí sola no garantiza un acondicionamiento controlado.

Prof. Dra. Ing. (FH) Bogna Stawarczyk, M.Sc., Catedrática de Ciencia de los Materiales Dentales y Tecnología Dental
Por qué las arenadoras clásicas pueden no ser adecuadas para la cementación adhesiva
El óxido de circonio y las cerámicas de alto rendimiento son materiales relativamente nuevos en odontología. Al mismo tiempo, la cementación adhesiva ha provocado un cambio de paradigma: se ha pasado de la retención puramente mecánica a mecanismos de adhesión controlados.
La mayoría de los equipos de arenado actuales proceden del ámbito de la técnica dental. Han sido concebidos para tareas universales como la remoción de material, la limpieza o el tratamiento general de superficies, no para el acondicionamiento de superficies dentro de el estrecho rango de parámetros físicos propios de la técnica adhesiva. Precisamente en el caso del óxido de circonio, cuyo mecanismo de adhesión depende en gran medida de una estructura de retención definida, esta discrepancia estructural se hace evidente.
Las limitaciones típicas de las arenadoras convencionales son:
- Rangos de presión muy amplios, que no permiten un ajuste preciso dentro del ámbito recomendado científicamente de 0,6 a 1 bar
- Definición insuficiente de la distancia de trabajo (entre la tobera y la restauración), lo que hace que la aplicación de energía dependa en gran medida del modo de empleo individual
- Toberas diseñadas para lograr la máxima abrasión en lugar de una transformación homogénea de la superficie con un mínimo impacto en el material
- Imposibilidad de verificar la energía real aplicada a la superficie.
La técnica adhesiva exige una precisión para la que muchas arenadoras clásicas nunca fueron diseñadas
El arenado es un proceso sistemático más allá de un simple valor de presión aislado
Las cerámicas integrales son materiales sensibles. Sus superficies reaccionan de forma sensible al cambio de la entrada de energía. Por lo tanto, en el arenado, el resultado no depende únicamente de la presión ajustada. La presión es solo una variable dentro de un sistema complejo. Las diferencias en el tratamiento del abrasivo, en su flujo o en la geometría de la tobera pueden hacer que, a pesar de que la lectura de presión sea idéntica, se transmitan cantidades de energía diferentes a la superficie. A esto se suman factores como la humedad en el sistema o la obstrucción parcial de las toberas, que alteran el caudal del abrasivo, a menudo sin que se note.
La misma presión no significa el mismo efecto. Lo decisivo no es la presión indicada en el manómetro, sino la energía realmente aplicada por superficie.
Es precisamente aquí donde entra en juego la BASIC prebonder. Convierte el arenado, que hasta ahora se basaba en la experiencia, en un sistema definido de forma sistemática, entre otras cosas mediante un procesamiento controlado del abrasivo a través de una cámara de mezcla Venturi, que garantiza un flujo constante y homogéneo.




