
Voici de quoi il s'agit :
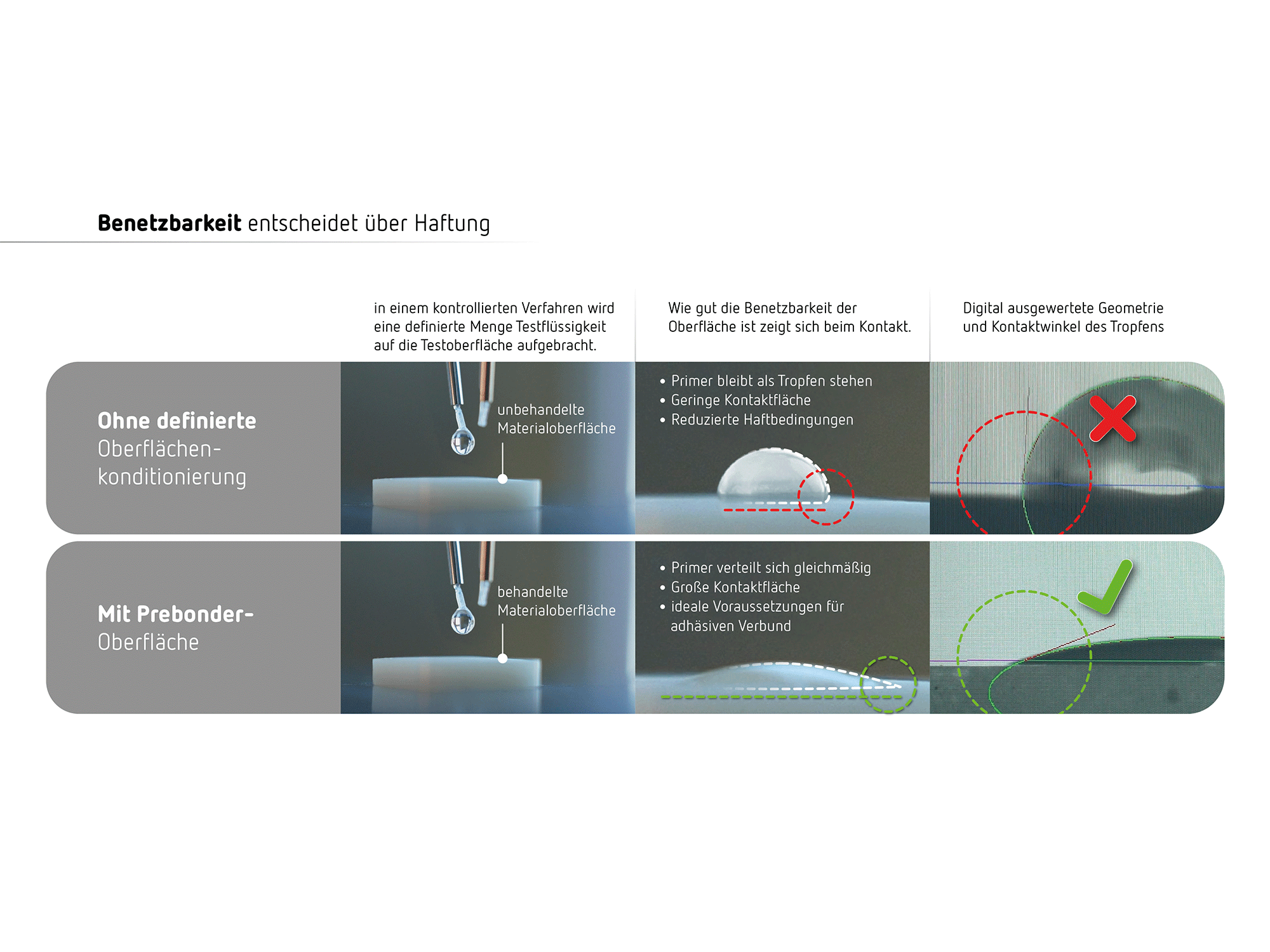
- Un sablage correct des surfaces à coller garantit une mouillabilité optimale avec le primer et le composite de collage.
- La qualité de la surface conditionnée dépend de l’interaction de plusieurs paramètres de sablage.
- La science définit une plage optimale pour le sablage de l’oxyde de zirconium : 0,6–1 bar, oxyde d’aluminium 50 µm et 10 mm de distance.
- BASIC prebonder : premier système validé pour un sablage contrôlé avant le collage adhésif.
Le collage adhésif des restaurations dépend entièrement de la préparation de surface – en particulier du sablage. Or, cette étape reste encore aujourd’hui l’une des moins maîtrisées dans de nombreux cabinets tout au long du processus de scellement.
« Sablage de l’intrados de couronne » peut sembler être une routine standardisée, mais il s’agit en réalité d’un processus physique hautement sensible. Différentes sableuses, des variations de pression, des distances de travail variables et des cônes de sablage non définis font que des réglages identiques ne produisent pas nécessairement des résultats identiques.
- Le problème n’est pas le sablage en soi.
- Le problème est le manque de contrôle du processus.
Le sablage n’est pas une question d’intuition. Mêmes avec des réglages de pression identiques, différents appareils peuvent entraîner des apports d'énergie différents.
La BASIC prebonder est la première sableuse de précision destinée aux cabinets dentaires qui a été spécialement conçue pour le conditionnement clinique des surfaces et validée scientifiquement.

Pourquoi l’oxyde de zirconium nécessite un prétraitement spécifique?
Contrairement aux céramiques silicatées, l'oxyde de zirconium ne contient pas de phase vitreuse et ne peut donc pas être mordancé. L’adhésion repose sur une rétention micromécanique combinée à des monomères fonctionnels (p. ex. MDP). La rugosité de surface ne constitue toutefois ici qu'un facteur parmi d'autres. Ce qui est déterminant, c'est l'interaction entre les paramètres suivants : l'énergie de surface (mJ/m²) (mouillabilité), la chimie de surface et la rugosité.
La condition préalable est un conditionnement de surface défini par sablage avec de l’oxyde d’aluminium.
Objectifs du conditionnement:
- Générer une structure de rétention reproductible
- Améliorer la mouillabilité (primaire, matériau de collage)
- Préserver les propriétés mécaniques, notamment la résistance à la flexion
Le sablage avec de l’oxyde d’aluminium nettoie la surface et améliore la mouillabilité, optimisant ainsi les conditions d’adhésion pour les primaires et les composites de collage.
C’est précisément là que réside le défi : l’interaction de plusieurs paramètres est déterminante.
- Pression de sablage
- Distance entre la buse de sablage et l'objet
- Cône de sablage et distribution des particules
- Abrasif (granulométrie et pureté)
Le sablage d'une surface avant le collage n’est pas un simple geste technique, mais un processus défini par la science des matériaux.
Sablage de l’oxyde de zirconium : Quels sont les paramètres déterminants?
Des études sur les matériaux menées par la polyclinique de prothèse dentaire de l'université Ludwig-Maximilian de Munich définissent une plage clairement définie pour le sablage de l'oxyde de zirconium
- Pression : 0,6–1,0 bar
- Granulométrie: oxyde d’alumine 50 µm (Al₂O₃)
- Distance de travail : 10 mm entre la buse et l'objet
Dans cette plage, une rugosité de surface optimale est obtenue, assurant une adhésion stable tout en préservant le matériau. En pratique clinique, ces paramètres étaient jusqu’à présent difficilement contrôlables.
Facteur sous-estimé : apport d’énergie et distance
Lors du sablage, les particules oxyde d’alumine impactent la surface à grande vitesse. L’énergie par unité de surface dépend non seulement de la pression reglée, mais aussi de manière décisive de la distance entre la buse et l'objet.
Une distance trop faible peut entraîner : une rugosité excessive, des dommages microstructuraux, une réduction de la résistance à la flexion. La seule pression ne garantit pas un conditionnement contrôlé de la surface.

Professeure universitaire Dr. Dipl.-Ing. (FH) Bogna Stawarczyk, M.Sc., Professeure de science des matériaux dentaires et de technologie dentaire
Pourquoi les sableuses classiques peuvent être inadaptées à la fixation adhésive
Les céramiques hautes performances comme l’oxyde de zirconium sont des matériaux récents en dentisterie. Le collage adhésif a entraîné un changement de paradigme : passer d’une rétention purement mécanique à des mécanismes d’adhésion contrôlés.
La plupart des sableuses actuelles proviennent du laboratoire dentaire et sont conçues pour l’abrasion, le nettoyage ou le traitement général des surfaces – et non pour un conditionnement précis dans une plage de paramètres physiques restreinte telle que celle requise par la technique d'adhésion. Cette différence de conception est particulièrement évidente dans le cas de l'oxyde de zirconium, dont le mécanisme d'adhésion dépend en grande partie d'une structure rétentive bien définie.
Limitations typiques des sableuses classiques:
- Des réglages de pression par paliers trop grossiers qui ne permettent pas un ajustement précis dans la plage scientifiquement recommandée de 0,6 à 1 bar
- Définition insuffisante de la distance de travail (entre la buse et la restauration), ce qui fait que l'apport d'énergie dépend fortement du mouvement de la main de l'utilisateur
- Buses optimisées pour l’abrasion plutôt que pour une transformation homogène de la surface préservant le matériau
- Impossible de mesurer l'apport énergétique réel à la surface.
La technique adhésive exige une précision pour laquelle de nombreuses sableuses classiques ne sont pas conçues.
Le sablage est un processus système, et non une simple donnée de pression isolée
Les matériaux tout céramique sont fragiles. Leurs surfaces sont sensibles aux variations d’énergie apportée. Lors du sablage, ce n'est donc pas uniquement la pression réglée qui détermine le résultat. La pression n’est qu’une variable parmi d'autres, au sein d'un système complexe. Des différences au niveau de la préparation de l'abrasif, du débit d'abrasif ou de la géométrie de la buse peuvent entraîner, malgré une pression identique, la transmission à la surface de quantités d'énergie différentes. À cela s'ajoutent des facteurs tels que l'humidité présente dans le système ou des obstructions partielles de la buse, qui modifient le débit d'abrasif – souvent sans que l'on s'en aperçoive.
Même pression ≠ même effet. L'indication du manomètre n'est pas déterminante ; ce qui compte est l’énergie réellement transmise à la surface.
C'est précisément là qu'intervient la BASIC prebonder. Celle-ci transforme le sablage, jusqu'alors basé sur l'expérience, en un système défini de manière structurée – notamment grâce à un conditionnement contrôlé de l'abrasif au moyen d'une chambre de mélange Venturi, qui assure un débit constant et homogène de l'abrasif.




