
Darum geht's:
- Ein korrektes Abstrahlen von Haftflächen sorgt für optimale Benetzbarkeit mit Primer und Befestigungskomposit.
- Ein Zusammenspiel vieler Parameter beim Strahlen bestimmen die Qualität der konditionierten Oberfläche.
- Die Wissenschaft definiert für das Abstrahlen von Zirkonoxid einen optimalen Bereich von 0,6–1 bar, 50 µm Aluminiumoxid und 10 mm Abstand.
- BASIC prebonder: Das erste validierte System für kontrolliertes Abstrahlen vor adhäsiver Befestigung.
Die adhäsive Befestigung von Restaurationen steht und fällt mit der Oberflächenvorbereitung, dem Abstrahlen. Und ausgerechnet dieser Schritt ist in vielen Praxen bis heute einer der am wenigsten kontrollierten im gesamten Befestigungs-Workflow.
„Kroneninnenfläche abstrahlen“ – was wie standardisierte Routine klingt, ist in Wahrheit ein hochsensibler physikalischer Prozess. Unterschiedliche Strahlgeräte, schwankende Druckverhältnisse, variierender Arbeitsabstand und nicht definierte Strahlkegel führen dazu, dass identische Einstellungen nicht zwangsläufig identische Ergebnisse erzeugen.
- Das Problem ist nicht das Strahlen selbst
- Das Problem ist fehlende Prozesskontrolle
Abstrahlen ist kein Bauchgefühl! Selbst bei identischen Druckeinstellungen können unterschiedliche Geräte zu abweichenden Energieeinträgen führen.
Mit dem BASIC prebonder wurde erstmals ein Feinstrahlgerät für die Zahnarztpraxis entwickelt, das speziell für die klinische Oberflächenkonditionierung konzipiert und wissenschaftlich validiert ist.

Warum gerade Zirkonoxid eine besondere Vorbehandlung erfordert?
Im Gegensatz zu Silikatkeramiken enthält Zirkonoxid keine Glasphase und lässt sich daher nicht Anätzen. Die Haftvermittlung erfolgt über eine mikromechanische Retention in Kombination mit funktionellen Monomeren (z. B. MDP) Die Oberflächenrauheit stellt hier jedoch nur einen von mehreren relevanten Einflussfaktoren dar. Entscheidend ist das Zusammenspiel folgender Parameter: Oberflächenenergie (mJ/m²) (Benetzbarkeit), Oberflächenchemie und Rauheit.
Voraussetzung ist eine definierte Oberflächenkonditionierung durch Abstrahlen mit Aluminiumoxid.
Ziel der Konditionierung:
- Erzeugen einer reproduzierbaren Retentionsstruktur
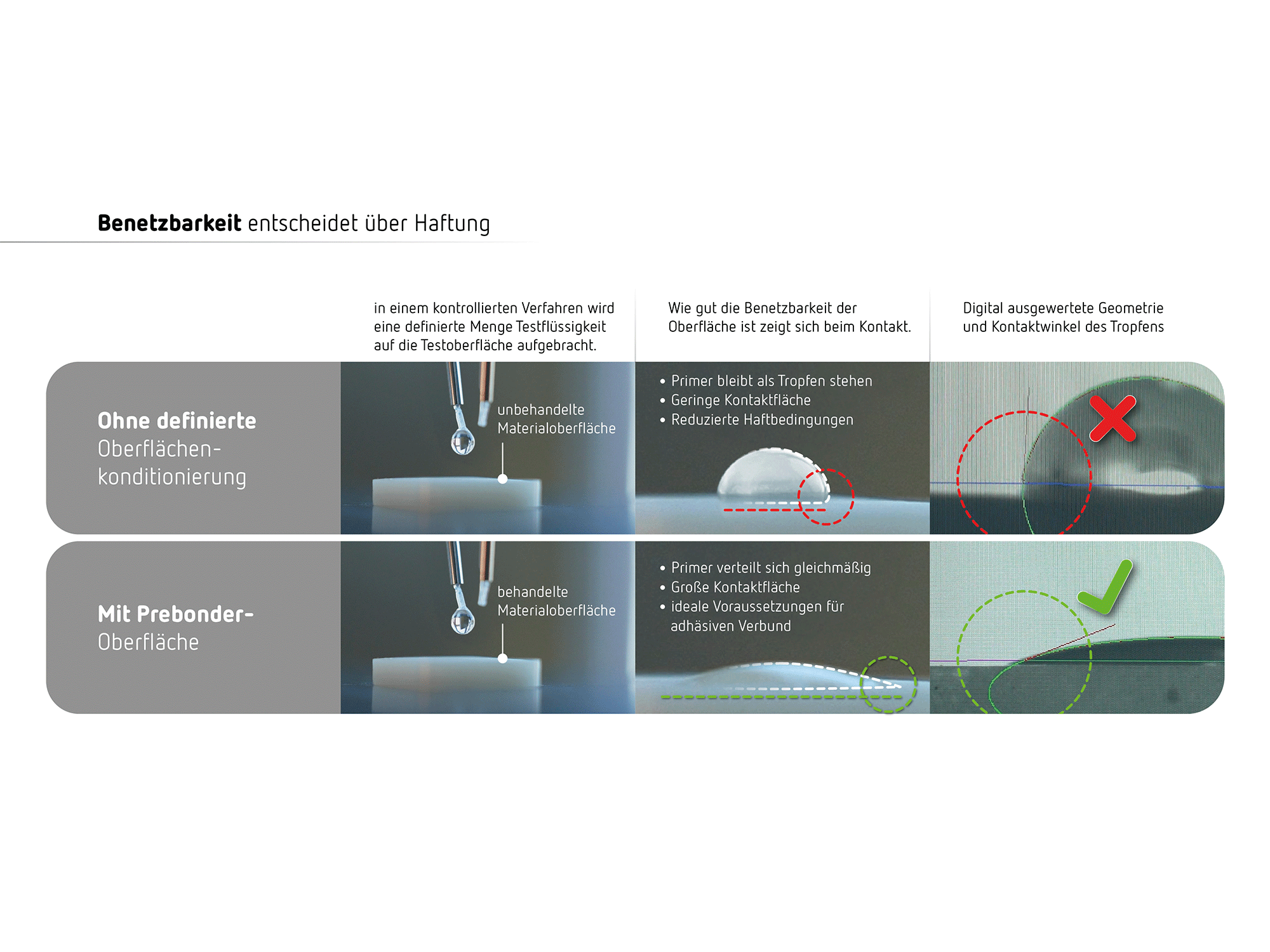
- Verbesserung der Benetzbarkeit (Primer, Befestigungsmaterial)
- Erhalt der mechanischen Kennwerte, insbesondere der Biegefestigkeit
Das Abstrahlen mit Aluminiumoxid reinigt die Oberfläche und verbessert die Benetzbarkeit sowie damit die Haftbedingungen für Primer und Befestigungskomposite.
Genau hier liegt die Herausforderung. Entscheidend ist das Zusammenspiel mehrerer Parameter.
- Strahldruck
- Abstand zwischen Strahlüse und Objekt
- Strahlkegel und Partikelverteilung
- Strahlmittel (Partikelgröße und Reinheit)
Das Abstrahlen von Oberflächen vor der Befestigung ist kein rein technischer Handgriff, sondern ein werkstoffkundlich definierter Prozess.
Zirkonoxid sandstrahlen: Welche Parameter sind entscheidend?
Werkstoffkundliche Untersuchungen der Poliklinik für Zahnärztliche Prothetik der LMU München beschreiben für das Abstrahlen von Zirkonoxid einen klar definierten Parameterbereich:
- Druck: 0,6–1,0 bar
- Partikelgröße: 50 µm Aluminiumoxid (Al₂O₃)
- Arbeitsabstand: 10 mm zwischen Düse und Objekt
Innerhalb dieses Fensters entsteht eine Oberflächenrauheit, die stabile Haftverbundwerte ermöglicht und gleichzeitig materialschonend wirkt. Das Problem im Praxisalltag: Diese Parameter waren im Praxisalltag bislang kaum zu kontrollieren.
Der unterschätzte Faktor: Energieeintrag und Abstand
Beim Abstrahlen treffen mikroskopisch feine Aluminiumoxid-Partikel mit hoher Geschwindigkeit auf die Oberfläche. Der Energieeintrag pro Fläche hängt dabei nicht nur vom eingestellten Druck ab, sondern maßgeblich vom Abstand zwischen Düse und Objekt.
Die Folgen eines zu geringen Abstands können sein: übermäßige Oberflächenrauheit, mikrostrukturelle Schädigung, potenzielle Reduktion der Biegefestigkeit. Allein der eingestellte Druckbereich ist kein Garant für eine kontrollierte Oberflächenkonditionierung.

Univ.- Prof. Dr. Dipl.-Ing. (FH) Bogna Stawarczyk, M.Sc., Professorin für Dentale Werkstoffkunde und Dentaltechnologie
Warum klassische Strahlgeräte für die adhäsive Befestigung ungeeignet sein können
Zirkonoxid bzw. Hochleistungskeramiken sind vergleichsweise junge Werkstoffe in der Zahnmedizin. Gleichzeitig hat die adhäsive Befestigung einen Paradigmenwechsel ausgelöst: weg von rein mechanischer Retention, hin zu kontrollierten Haftmechanismen.
Die meisten derzeit verwendeten Strahlgeräte stammen aus zahntechnischen Anwendungskontexten. Sie wurden für universelle Aufgaben wie Materialabtrag, Reinigung oder allgemeine Oberflächenbearbeitung konzipiert – nicht für die Oberflächenkonditionierung innerhalb des engen physikalischen Parameterfensters der Adhäsivtechnik. Gerade bei Zirkonoxid, dessen Haftmechanismus maßgeblich von einer definierten Retentionsstruktur abhängt, wird diese konstruktive Diskrepanz sichtbar.
Typische Limitationen konventioneller Strahlgeräte sind:
- Grobstufige Druckeinstellbereiche, die keine präzise Justierung im wissenschaftlich empfohlenen Bereich von 0,6–1 bar ermöglichen
- Fehlende Definition des Arbeitsabstands (Düse zur Restauration), wodurch der Energieeintrag stark von der individuellen Handführung abhängt
- Düsenkonstruktionen mit Fokus auf maximalen Abtrag statt auf eine homogene, materialschonende Oberflächentransformation
- Keine Möglichkeit, den tatsächlichen Energieeintrag auf der Oberfläche zu überprüfen.
Die Adhäsivtechnik verlangt eine Präzision, für die viele klassische Strahlgeräte konstruktiv nie ausgelegt wurden.
Abstrahlen ist ein Systemprozess – kein isolierter Druckwert
Vollkeramiken sind sensible Werkstoffe. Ihre Oberflächen reagieren empfindlich auf Veränderungen des Energieeintrags. Beim Abstrahlen entscheidet daher nicht allein der eingestellte Druck über das Ergebnis. Der Druck ist lediglich eine Variable innerhalb eines komplexen Systems. Unterschiede in der internen Strahlmittelaufbereitung, im Strahlmitteldurchfluss oder in der Düsencharakteristik können dazu führen, dass trotz identischer Druckanzeige unterschiedliche Energiemengen auf die Oberfläche übertragen werden. Hinzu kommen Einflussfaktoren wie Feuchtigkeit im System oder partielle Düsenverengungen, die den Strahlmitteldurchsatz verändern – häufig unbemerkt.
Gleicher Druck heißt nicht gleiche Wirkung. Nicht die Anzeige am Manometer ist entscheidend, sondern die tatsächlich eingebrachte Energie pro Fläche.
Genau an dieser Stelle setzt der BASIC prebonder an. Er überführt das bislang erfahrungsbasierte Abstrahlen in ein konstruktiv definiertes System – unter anderem durch eine kontrollierte Strahlmittelaufbereitung mittels Venturi-Mischkammer, die für einen konstanten und homogenen Strahlmittelfluss sorgt.




